超高真空下的氟橡胶O形圈密封
2023-12-28
金属密封的超高真空法兰对于需要频繁放入大气更换工件的超高真空系统,每次重新拆装容器法兰由于刀口压痕的不重合或刀口受到损伤,难以确保可靠地密封,特别是使用一次性密封的金属垫圈,在每次打开容器时,都需要更换新的法兰密封圈,铝箔密封的法兰,在高温烘烤时往往会因扩散焊而黏附在不锈钢法兰面上难以去除,给更换密封圈带来麻烦,对于极限压力不高于10-6~10-7Pa的超高真空系统,可采用氟橡胶密封,并采取相应措施减少橡胶出气速率比金属大的缺点。
氟橡胶可承受250~300℃的高温烘烤,在受压的条件下,能长期工作在125℃。它比常用的丁腈橡胶出气速率低。
尽量采用截面直径较小的O形橡胶圈,在密封槽设计时,选用两法兰能压紧在一起使暴露在真空侧橡胶面积最小的结构设计。常用的O形橡胶圈密封槽尺寸如下图所示,胶圈的压缩量为O形圈截面直径的30%,槽宽至少是O形圈截面直径的1.4倍,O形圈的内径应略小于密封槽的内径,装配后可使橡胶圈紧贴在密封槽内,O形圈向外有足够的横向变形空间,两个法兰平面紧压在一起可将O形圈全部压入密封槽内而不会从槽中挤压出来。为便于加工,密封槽底面角可加工成半径等于O形圈截面直径1/5圆角,密封面的粗糙度至少要达到1.6μm(最好为0.8μm),槽的外部边沿倒角0.13mm,并需修整光洁避免装配时划伤O形圈。
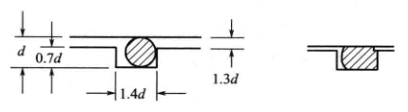
O形橡胶圈密封槽尺寸
降低橡胶密封圈的温度或采用中间抽气的双道密封圈,能有效地降低橡胶的出气速率和漏气率。
(文字来源于网络,有侵权请联系删除)
