油封是个很不起眼的东西,也没有引起很多操作人员的重视。但是一旦由于安装不当发生了漏油,寻找原因通常非常困难,会给生产厂家和客户带来很大的困扰。所以了解骨架油封正确的安装流程是十分必要的。下面就和大家详细的介绍一下如何安装骨架油封,流程看似复杂,但是为了提高产品质量,希望大家能认真看完并在生产中加以执行。
- 确保使用了正确规格的油封,对应油封位置处的轴尺寸和孔尺寸都是合格的。
- 由于密封唇口非常的脆弱,在安装油封之前,必须保证油封、轴和孔是干净的、没有任何缺陷和损伤的。
- 油封对应轴和孔位置处的接触表面没有划痕、毛刺、凹痕等。
- 由于存在过盈量,油封的内径在装配过程中会受到拉伸,因此轴端必须设计引入倒角。孔也应设计引入倒角。如下图所示。
如果发现轴和箱体的油封安装孔处没有加工引入倒角,则需要使用合适的安装工具,参见下面第二步。由于油封在装配过程中损伤的风险非常高,特别是安装轴上存在键、齿、键槽等加工特征时,如果油封安装过程需要经过这些特殊的部位,则必须使用合适的防护。最好使用如下图所示的护套,如手头没有适合的护套,也应使用油纸胶带、塑料薄膜等罩住整个齿槽部区域。如果轴上存在台阶,且没有加工引入倒角,如下图所示,则需要使用安装护套。
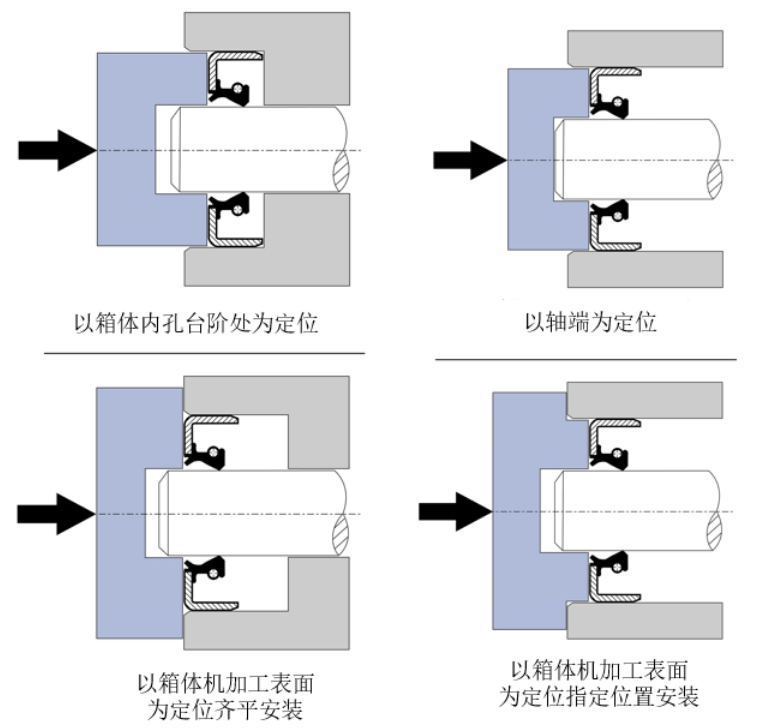
在正式安装油封之前,应在油封唇部、轴上安装路径表面、孔内部涂抹润滑油或脂,以便于油封更为顺利的安装,减少安装过程中的损坏,同时也可以避免安装后出现反弹、后退或翻边。不过需要注意的是,所使用的润滑油或润滑脂应与油封材料相兼容。对于只有一个油封唇的油封,应在密封唇边上均匀涂抹润滑油/脂;对于双唇口的油封,可在两唇之间涂抹润滑脂(见下图)。但注意油脂不要涂的过多,否则安装过程中会造成出,某些时候还会造成误解(以为是漏油了)。最后一步是实际压入密封件。安装时应使用合适的安装工具,确保油封受力均匀、垂直压入。首先需要根据油封安装位置(和端面齐平还是在内部;是通孔还是有定位止挡等),选择不同的压装工具,如下图所示。定位面应为机加工面,尽量避免以铸造面为定位基准。
其次,注意压装工具的直径大小,防止因尺寸不合适造成压装后油封变形。载荷尽量施加在外圈骨架上或靠近外圈骨架。以下来自于ERIKS的图片供参考。以下为错误示例,一旦油封安装倾斜或发生变形,将会增加泄漏的风险。