骨架油封生产流程
2017-07-20
骨架油封作为旋转轴唇形密封圈(通常称为油封)因具有结构简单、拆装方便,密封可靠等特点而被广泛使用,因而,对其研究也越来越深人,从而极大地提高了油封的使用性能。近年来,随着机械、车辆、航空等工业的高速发展,对油封的使用性能也提出了越来越高的要求。
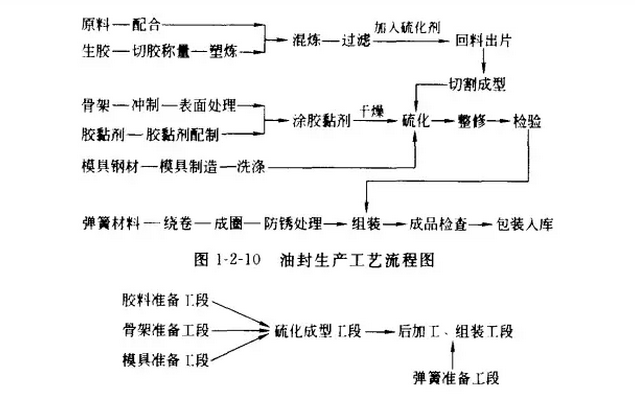
骨架油封的生产流程大体上由以下六个工段组成:胶料准备工段,模具准备工段,骨架准备工段;弹簧准备工段,产品硫化成型工段,后加工组装工段。因此,其工艺流程基本组成。

1.胶料准备工段 该工段的主要工序如下:
原材料-人厂检验-配料-混炼-过滤-加入硫化剂-胶料检验-预成型按上述工序,原材料经人厂检验合格后,可进行配料混炼。混炼时可根据生产需要选用开炼机或密炼机。一般混炼胶要进行过滤。为了防止胶料焦烧,硫化剂在胶料过滤后加人,这就是所谓的两段法混炼。实际上,有些厂家在生产中采用一段法混炼,所有配合剂在过滤前全部加入,在过滤时控制工艺条件或在配方中考虑防止焦烧。这种方法也有一定的优点,主要是简化了工序,减少了胶料二次污染的可能性。需要强调的是,胶料检验在油封生产工艺中是一道重要的工序,也是控制油封质量的主要手段之一。另外,胶料的预成型也是油封生产工艺的关键工序。传统的工艺方法是在开炼机上将胶料制备成一定厚度的胶片,然后再根据要求裁断成具有一定形状和重量的半成品。目前,专业油封生产厂家均采用精密预成型机直接成型。与传统方法相比.其效率高.半成品形状和重量控制精确(详情参考下图)。
 2.模具的准备工段
油封模具与其他橡胶密封件模具的加工、处理工序一样。通常,坯料要进行锻压,以消除其内应力,然后进行调质、热处理理,根据需要模具有时还要进行型腔表面处理。如表面氮化或镀硬铬。
3.骨架准备工段
骨架准备工段包括骨架冲压和骨架表面处理,骨架冲压一般采用一次冲压,对外骨架和组合骨架需采用多级冲压,有时还需要进行精加工处理。
骨架的表面处理主要是为了使金属骨架与橡胶良好地粘接.
常用的方法不外乎以下几种:
① 除油(碱处理)——干法喷砂——清洗——于燥——涂胶粘剂;
② 湿法喷砂——清洗——干燥——涂胶粘剂;
③ 脱脂、除油——酸洗——磷化——涂胶粘剂。
传统工艺是分步间歇操作,除喷砂机为标准设备外,其他设备均为非标准设备。近年来,国内不少厂家设置了骨架处理连续生产线,如湿法喷砂装置,酸洗,磷化生产线等。在骨架表面处理中所用的脱脂剂、磷化剂、酸洗液、胶粘剂等在国内均有销售,使用时可根据需要直接采购。
4.弹簧准备工段
油封弹簧是将钢丝置于绕簧机上绕制而成。弹簧钢丝在绕圈状态下,断面处于不同位置,其变形也不一致.外部受拉.内部受压口也就是说,钢丝存在一定的变形应力,致使弹簧尺寸不稳定,弹性差别较大。所以,绕制好的弹簧需进行热处理。热处理的方法就是将绕制好的弹簧放在油(防锈油或气缸油等)中加热浸渍,作应力回火和防锈处理口
5.产品硫化成型工段
骨架油封硫化设备通常有普通平板硫化机、抽真空自动平板硫化机、橡胶注压机等。实际生产中的硫化成型条件因产品规格、胶料等而各异。目前生产厂所追求的是在保证产品质量的前提下,尽可能采用高温短时间硫化成型工艺。
6.后加工组装工段
硫化成型完的油封需进行胶边修整,尤其是油封的唇口是决定产品性能和使用寿命的关键部位,常常需要进行修整。根据油封模具结构,主唇口常有如图下图所示的几种结构:即全切唇口(全切〕、局部切唇(半切)、模压唇口。模压唇口产品是采用无边模具来实现的,产品可用撕边方法来修整。全切和半切唇口产品需采用修边机(切口机)来修整。切口机国内外均有标准设备出售。外骨架油封、组合油封的骨架修整和扣压,一般是在非专用工装设备上进行。作为油封生产的最后一道工序,就是配装弹簧,国内大部分厂家是手工操作,但也有个别厂家引进国外的自动装簧机。
2.模具的准备工段
油封模具与其他橡胶密封件模具的加工、处理工序一样。通常,坯料要进行锻压,以消除其内应力,然后进行调质、热处理理,根据需要模具有时还要进行型腔表面处理。如表面氮化或镀硬铬。
3.骨架准备工段
骨架准备工段包括骨架冲压和骨架表面处理,骨架冲压一般采用一次冲压,对外骨架和组合骨架需采用多级冲压,有时还需要进行精加工处理。
骨架的表面处理主要是为了使金属骨架与橡胶良好地粘接.
常用的方法不外乎以下几种:
① 除油(碱处理)——干法喷砂——清洗——于燥——涂胶粘剂;
② 湿法喷砂——清洗——干燥——涂胶粘剂;
③ 脱脂、除油——酸洗——磷化——涂胶粘剂。
传统工艺是分步间歇操作,除喷砂机为标准设备外,其他设备均为非标准设备。近年来,国内不少厂家设置了骨架处理连续生产线,如湿法喷砂装置,酸洗,磷化生产线等。在骨架表面处理中所用的脱脂剂、磷化剂、酸洗液、胶粘剂等在国内均有销售,使用时可根据需要直接采购。
4.弹簧准备工段
油封弹簧是将钢丝置于绕簧机上绕制而成。弹簧钢丝在绕圈状态下,断面处于不同位置,其变形也不一致.外部受拉.内部受压口也就是说,钢丝存在一定的变形应力,致使弹簧尺寸不稳定,弹性差别较大。所以,绕制好的弹簧需进行热处理。热处理的方法就是将绕制好的弹簧放在油(防锈油或气缸油等)中加热浸渍,作应力回火和防锈处理口
5.产品硫化成型工段
骨架油封硫化设备通常有普通平板硫化机、抽真空自动平板硫化机、橡胶注压机等。实际生产中的硫化成型条件因产品规格、胶料等而各异。目前生产厂所追求的是在保证产品质量的前提下,尽可能采用高温短时间硫化成型工艺。
6.后加工组装工段
硫化成型完的油封需进行胶边修整,尤其是油封的唇口是决定产品性能和使用寿命的关键部位,常常需要进行修整。根据油封模具结构,主唇口常有如图下图所示的几种结构:即全切唇口(全切〕、局部切唇(半切)、模压唇口。模压唇口产品是采用无边模具来实现的,产品可用撕边方法来修整。全切和半切唇口产品需采用修边机(切口机)来修整。切口机国内外均有标准设备出售。外骨架油封、组合油封的骨架修整和扣压,一般是在非专用工装设备上进行。作为油封生产的最后一道工序,就是配装弹簧,国内大部分厂家是手工操作,但也有个别厂家引进国外的自动装簧机。

1.胶料准备工段 该工段的主要工序如下:
原材料-人厂检验-配料-混炼-过滤-加入硫化剂-胶料检验-预成型按上述工序,原材料经人厂检验合格后,可进行配料混炼。混炼时可根据生产需要选用开炼机或密炼机。一般混炼胶要进行过滤。为了防止胶料焦烧,硫化剂在胶料过滤后加人,这就是所谓的两段法混炼。实际上,有些厂家在生产中采用一段法混炼,所有配合剂在过滤前全部加入,在过滤时控制工艺条件或在配方中考虑防止焦烧。这种方法也有一定的优点,主要是简化了工序,减少了胶料二次污染的可能性。需要强调的是,胶料检验在油封生产工艺中是一道重要的工序,也是控制油封质量的主要手段之一。另外,胶料的预成型也是油封生产工艺的关键工序。传统的工艺方法是在开炼机上将胶料制备成一定厚度的胶片,然后再根据要求裁断成具有一定形状和重量的半成品。目前,专业油封生产厂家均采用精密预成型机直接成型。与传统方法相比.其效率高.半成品形状和重量控制精确(详情参考下图)。
2.模具的准备工段
油封模具与其他橡胶密封件模具的加工、处理工序一样。通常,坯料要进行锻压,以消除其内应力,然后进行调质、热处理理,根据需要模具有时还要进行型腔表面处理。如表面氮化或镀硬铬。
3.骨架准备工段
骨架准备工段包括骨架冲压和骨架表面处理,骨架冲压一般采用一次冲压,对外骨架和组合骨架需采用多级冲压,有时还需要进行精加工处理。
骨架的表面处理主要是为了使金属骨架与橡胶良好地粘接.
常用的方法不外乎以下几种:
① 除油(碱处理)——干法喷砂——清洗——于燥——涂胶粘剂;
② 湿法喷砂——清洗——干燥——涂胶粘剂;
③ 脱脂、除油——酸洗——磷化——涂胶粘剂。
传统工艺是分步间歇操作,除喷砂机为标准设备外,其他设备均为非标准设备。近年来,国内不少厂家设置了骨架处理连续生产线,如湿法喷砂装置,酸洗,磷化生产线等。在骨架表面处理中所用的脱脂剂、磷化剂、酸洗液、胶粘剂等在国内均有销售,使用时可根据需要直接采购。
4.弹簧准备工段
油封弹簧是将钢丝置于绕簧机上绕制而成。弹簧钢丝在绕圈状态下,断面处于不同位置,其变形也不一致.外部受拉.内部受压口也就是说,钢丝存在一定的变形应力,致使弹簧尺寸不稳定,弹性差别较大。所以,绕制好的弹簧需进行热处理。热处理的方法就是将绕制好的弹簧放在油(防锈油或气缸油等)中加热浸渍,作应力回火和防锈处理口
5.产品硫化成型工段
骨架油封硫化设备通常有普通平板硫化机、抽真空自动平板硫化机、橡胶注压机等。实际生产中的硫化成型条件因产品规格、胶料等而各异。目前生产厂所追求的是在保证产品质量的前提下,尽可能采用高温短时间硫化成型工艺。
6.后加工组装工段
硫化成型完的油封需进行胶边修整,尤其是油封的唇口是决定产品性能和使用寿命的关键部位,常常需要进行修整。根据油封模具结构,主唇口常有如图下图所示的几种结构:即全切唇口(全切〕、局部切唇(半切)、模压唇口。模压唇口产品是采用无边模具来实现的,产品可用撕边方法来修整。全切和半切唇口产品需采用修边机(切口机)来修整。切口机国内外均有标准设备出售。外骨架油封、组合油封的骨架修整和扣压,一般是在非专用工装设备上进行。作为油封生产的最后一道工序,就是配装弹簧,国内大部分厂家是手工操作,但也有个别厂家引进国外的自动装簧机。
