油封 | 右旋 + 顺时针 = 漏油,右旋 + 逆时针 = 干摩
油封不仅体积小重量轻,其物料成本在电桥BOM中的占比也微乎其微,然而当油封失效的时候,维修和更换所付出的代价却远远超过其自身的物料成本。
在油封失效的案例中,半数以上的问题都出在对手件上,其中轴表面螺旋纹就是导致密封失效最常见的一个原因,也是最隐蔽最不容易被察觉到的一个原因,因为这些由磨削产生的螺旋纹既无法直接用肉眼观察到,也无法通过常见的三坐标检测和表面粗糙度检测来判断。
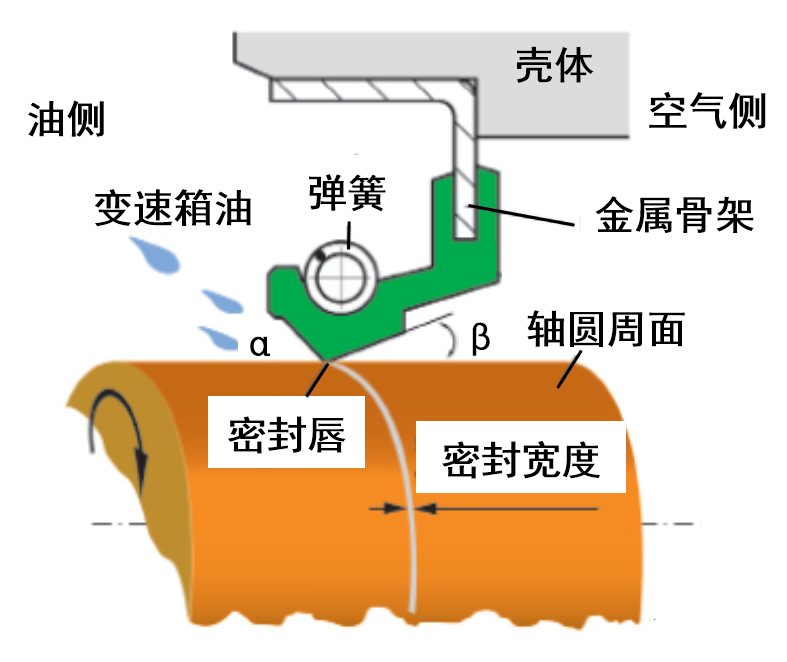
图1 一个典型的密封系统
典型的密封系统如图1所示,除了油封、安装壳体和旋转轴外,密封介质和工作环境(环境温度、转速等)也都是密封系统的一部分,任何一个因素的改变都会对密封的效果产生影响。
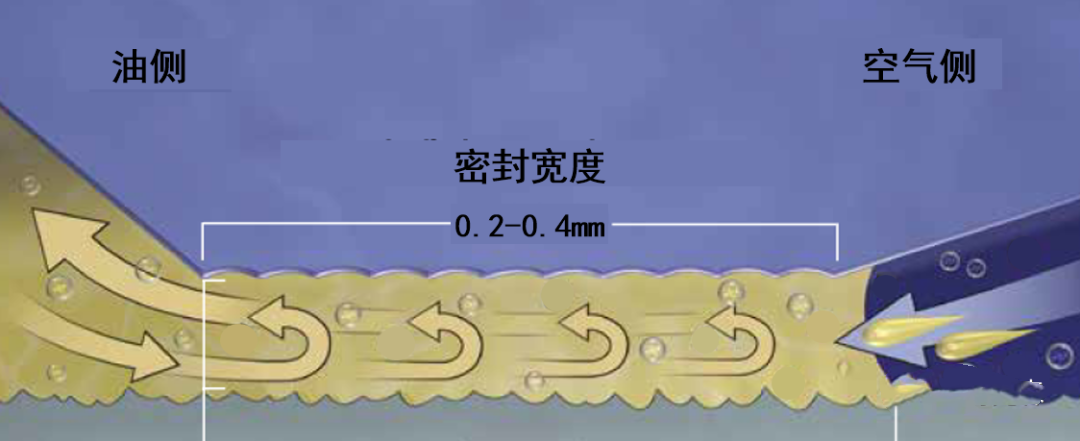
图2 密封唇处的动态油膜
如图1所示,在密封系统中起到密封作用的区域就是密封唇口与轴配合的这一段,通常宽度在0.2-0.4mm之间。油封的密封唇口采用非对称压力分布,油侧的α角大于空气侧的β角,油液在毛细作用下流入密封唇口区域,随后在泵送空气的作用下,流回到减速箱内,在密封唇口形成动态平衡的油膜(图2),保证润滑的同时也可以及时带走摩擦产生的热量。
轴表面出现的微观螺旋纹,会影响毛细作用和泵吸作用共同作用下的密封功能。这一影响可以借助螺旋运输机来理解:连续的螺旋纹可以将纹理中的流体(油或气)源源不断地向着一个方向运送,如果运送的流体量大于毛细作用叠加泵吸作用运输的流量,则会出现泄漏或者干磨现象导致油封失效。
具体是泄漏还是干磨,取决于螺旋纹的方向和轴的旋转方向,可以借助图3来理解和记忆:
-
右旋螺旋纹 + 顺时针旋转 = 泄漏
-
右旋螺旋纹 + 逆时针旋转 = 干磨
-
左旋螺旋纹 + 顺时针旋转 = 干磨
-
左旋螺旋纹 + 顺时针旋转 = 泄漏
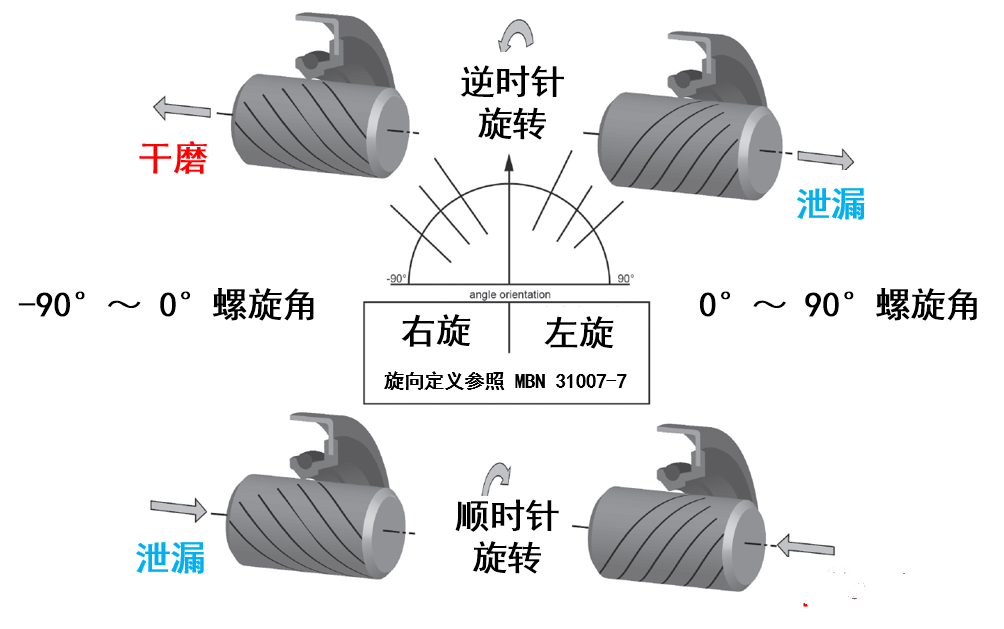
图3 泄漏与干磨示意
从返回件分析的角度来看,如果电桥装配好后开机就立刻出现泄漏问题,大概率可以确定是由一三象限的两种组合导致;如果是运行了一段时间出现泄漏,拆解下来的油封唇口有严重的磨损和烧蚀现象,则有可能是二四象限的组合导致的密封区域润滑冷却不足,进而引起的密封失效。
根据DIN 3760/3761标准,与油封接触的密封轴需要满足:
-
Rz 1–5 µm -
Rmax 6 µm -
同时不能有轴面损伤和表面螺旋纹
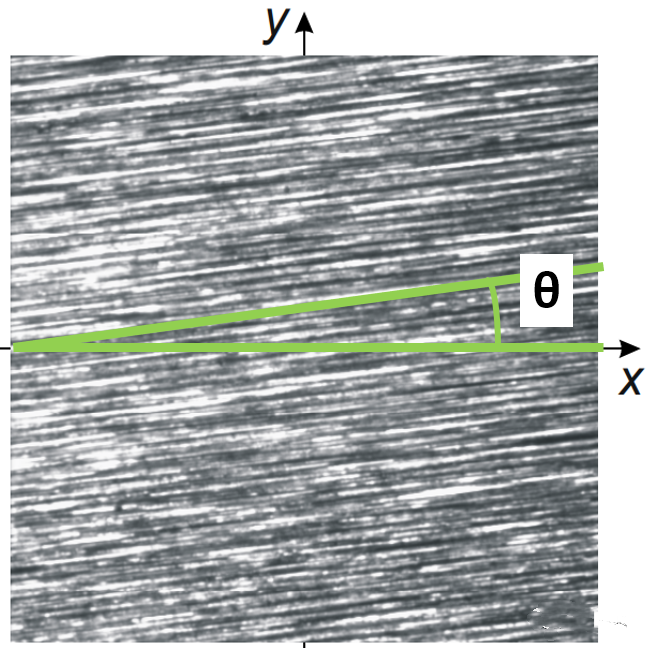
图4 放大的表面螺旋纹
图4是轴表面螺旋纹的检测截图,Y是轴向,X为径向,θ便是磨削螺旋纹的螺旋角,对于密封区域的轴表面来说,要求磨削纹为0°,即无螺旋结构,在图纸上通常以“无表面螺旋纹”或“无进给磨削”来体现。
(图文来源于网络,有侵权请联系删除)
